
脱氢热处理(DHT)或加热后
脱氢热处理(DHT)是在制造周期中暂停或停止焊接或预热时专门使用的治疗方法,或者由于进一步的制造要求而没有立即进行PWHT。通常在300-350°C [600 - 650˚F(最小值570˚F)]进行。非常常见,并代替中间应力缓解(ISR)。这是为了确保焊接中的被困氢可以逃到大气中。它是针对较少约束的焊缝(例如主反应器接缝)的。
原因 /为什么需要加热或脱氢热处理(DHT)?
基于通量的工艺,例如FCAW,SAW,SMAW引入了焊接金属中有害的氢,这可能导致冷裂。
它涉及加热,但仅是为了扩散氢。因此,它不能被称为“ PWHT”或“ Postweld Heat Treather”,它更多地用于微观结构变化,缓解压力,归一化,回火。
因此,DHT允许氢从焊接中扩散(高温下更高的扩散率),并减少氢开裂或延迟开裂的机会。
何时进行脱氢热处理(DHT)
如果要在PWHT之前保持预热,并且如果不进行ISR,则应执行焊缝DHT。DHT应在至少300°C下执行最小一小时的时间。
确切的温度和时间取决于制造商和制造商之间的相互理解。有时可能不会在标准中提及,而是作为某些材料的推荐实践使用。
在要冷却部分焊接横截面的情况下,加热也是合适的。
例子:
API RP934-A(2.25至3 cr钢)表示在被购买者批准时,应在常规钢的最低金属温度(570°F)和350°C(660°F)的最低金属温度(570°F)下进行DHT。应在制造商和购买者之间达成协议;但是,在任何情况下,常规钢的持续时间不应少于1小时,而高级钢的持续时间不应少于4小时。对于钉焊缝,可以将DHT降低至预热温度至少1小时。
ASME BPVC SEC-IX将DHT作为加热后的DHT称为,该卫生在高于800°F(425°C)以下的升高温度下保持完整或部分完成的焊缝,以允许从焊接中扩散氢。(ASME SEC IX中的参考定义)
哪种材料和类型的焊缝需要脱氢热处理(DHT)?
- 主要需要低合金钢(例如CR-MO,CR-MO-V钢)和Q&T钢
- 通常允许DHT在非堵塞焊缝上进行常规钢,例如壳焊缝和壳对头焊缝
- 它用于焊接受到较少的约束,例如主反应堆接缝。
要考虑何时使用脱氢热处理(DHT)的因素
- 焊接约束度
- 焊接关节厚度
- 制造商的经验
- 钢的类型
一件重要的事情要注意,尽管DHT将去除氢,但它将无法充分恢复韧性,尤其是对于在Pre-pwht处理过程中仍然非常脆弱的高级材料
对于高度约束的关节和较高的厚度,DHT在620-660°C /2-4小时以620-660°C /2-4小时的中间应力(ISR)取代
DHT如何进行加热?
- 涉及通过氧气燃料火焰或电抗性线圈法提供的加热
- 应尽可能从焊接的另一侧加热
- 温度应在此期间通过Thermo Chalks(温度棒)或IR温度枪检查
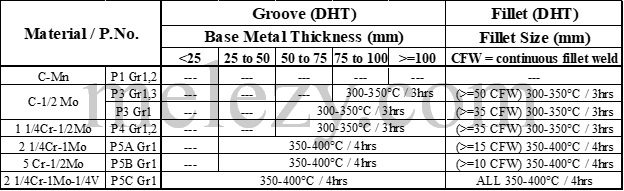
某些CR-MO-V钢,厚度,焊接类型的脱氢热处理(DHT)要求
脱氢热处理(DHT)的摘要
- 也称为后加热
- 焊接后,在300-400°C下保持2-6小时,然后冷却至室温
- 允许氢从焊接中扩散(高温下的较高扩散率),并减少氢开裂或延迟破裂的机会
- 仅特定钢
超出或氢烘烤(用于服务的一部分维修工作)
这是相关的过程,可以扩散氢,但通常在修复或修改氢气中使用的组件时使用,以减少在使用中引入的氢气,然后再尝试焊接组件
Out-Ot-Dot-of-and也称为烘焙,是在运营工厂上执行的初步程序,在服务中已经暴露于含氢的化学物质,并且正在进行焊接修复或修饰。该处理的目的是升高制造温度并将其固定在那里,从而使氢在焊接之前扩散,从而降低裂纹易感性。
温度和保持时间因钢分类和截面厚度而异,温度高达450°C,长度为1到48小时。温度越大,浸泡时间越短。这些温度和时间不足以改变微结构或残留应力状态。
用于局部热处理的电阻加热是最常见的方法,用于监测和调节操作的热电偶。为了提供基本的保证并记录了该周期已经完成的,请创建时间温度图。
DHT(加热后)和氢烘烤(Outgassing) - DHT与氢的差异
| 脱氢热处理 -DHT(加热后) | 氢烘烤(量大) |
| 在制造过程中弥漫出有害的氢 | 弥漫出有害的氢,以修复或修饰氢环境中使用的组件 |
| 浸泡时间通常为1-6小时 | 浸泡时间可以更高1-48小时 |
| 焊接后完成 | 在焊接之前完成 |
参考
- 什么是TWI的升温
- Jung-Chul(Thomas)Eun,“材料和腐蚀工程实践手册”,施普林格2020
- BS EN 1011-2
- API建议练习934-A,3路2019年版
- 丹尼斯·R·莫斯(Dennis R. Moss),“压力容器设计手册”,Elsevier 2012
- D Croft,”焊接钢结构的热处理”,韦尔德·韦尔德(Woodhead Publishing),艾德尔维尔(Elsevier),1996年
好文章