
挤出过程的进步
近年来,金属和合金以及金属复合材料的挤出以及金属复合材料已经实现了大量的科学和技术进步。这主要与优化现有流程并试图实施接近“理想”的过程的想法有关,但它也适用于新的特殊目的挤出过程的开发。在所需的机械性能和室内结构方面,制造具有独特品质的复杂商品的日益增长的要求是挤出方法开发(宏观和微观结构)的基础。同样重要的变量正在改善生产能力和削减制造成本。
挤压技术的进步主要集中在:
- 在整个挤出周期(均质化,温度和冷却速率参数,在压榨上解决)的技术完美,
- 开发挤出焊接,
- 挤出工具的完美(舷窗模具),
- 连续挤出技术的完美(符合),
- 开发新的挤出方法(Kobo,摩擦挤出),
- 复合材料的挤出,包括粉末混合物,
- 基于不同形式的初始材料的挤出,开发回收方法,例如筹码,
- 开发用于设计工具并描述(模拟)挤出过程过程的数值方法。
重点还在于改善整个技术周期,其中包括方坯均匀化,温度选择,加热和变形速率以及挤出切片的热处理。
新的方坯均匀化解决方案是指选择均化循环参数(温度 - 持续时间),以创建适当的坯料结构,相位粒子分散小于0.5-1 m,从而确保相对于挤出参数的良好的坯料可塑性。
1.弯曲产物的偏差侧向挤压过程(DVSE)
这是一项新技术,可直接从钢坯中直接挤出弯曲的曲线/部分,在单个挤出过程中采用两次相对的拳头。它的力学基于内部微分材料流,被称为差速度侧向挤出(DVSE)。在一系列试验中,采用了一个允许以各种速度运行的相对冲压的侧向挤出的工具集,其中打孔速度比和挤压比是过程因素。
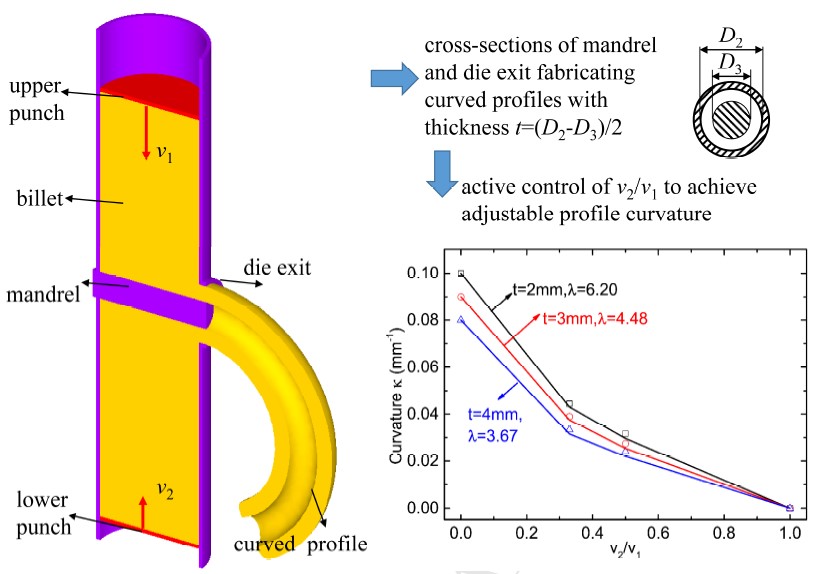
通过速度比表示,这两个打孔的速度差异可用于控制和改变挤出物的曲率。
较低的速度比导致更大的曲率。曲率也受到挤压比的影响,挤压比随着比率的增加而增加,但是它的敏感性不如速度比。已经确定了导致曲率引起的工件流量梯度在模具出口孔口上的量。

挤出变形很严重,类似于通道角挤出(CAE),导致有效应变水平升高,但是在一个段中,它并不总是均匀的。最大的局部有效应变发生在挤出物的内弯曲区域中,随着曲率降低而减小。
据作者所知,这是第一次有意使用以不同速度的对方打孔来产生挤出曲率。尽管本文介绍的工作仅使用设置速度比值,但在操作过程中的更改能力存在,并且该过程有可能在整个长度上产生不同曲率的轮廓。
2.制造Al/mg(宏)复合材料的螺钉挤出工艺,铝合金6063和镁颗粒
双金属是由两种不同金属组成的物质,这些金属通过固态粘结过程连接。双林的发展是由于结合两种不同的金属而动机,可以实现理想的所需特征组合,同时最大程度地减少所涉及金属的限制性。
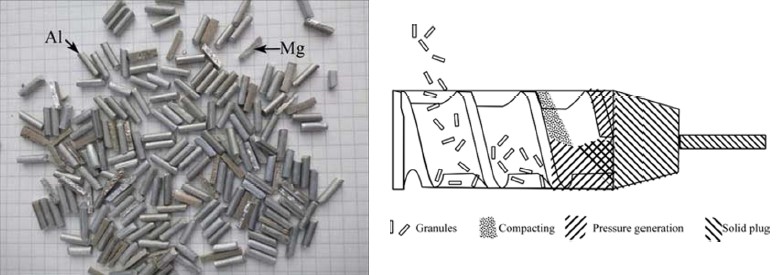
镁具有六边形晶体结构,这使得比FCC铝更难以变形。结果,其可表现性是有限的。结果,铝合金基质中的镁可能会导致强度提高。
此外,由于其高反应性,在某些工程应用中使用镁的用法可能受到限制。通过将AA6063与纯镁相结合,可以创建具有强耐腐蚀性的光质量金属复合材料,并具有较高的耐显着延展性的特异性强度。
3.食品加工技术
挤出技术正在全球农业食品加工行业,尤其是食品和饲料行业中获得关注。食品工业中使用挤出烹饪技术进行谷物和蛋白质加工。
他们今天所做的一些处理角色是输送,混合,剪切,分离,加热或冷却,形状,偶联,排气,挥发物和水分,风味产生,封装和消毒。它们可能是相对较低的温度,例如意大利面,意大利面条,面条等。在这种观点中,本文详细描述了挤出机的类型,挤出过程中发生的生理化学变化以及食品行业的最新发展有关挤出过程。

由于单人家庭的数量和性别平等权利的增加,当今的生活方式与过去的生活方式明显不同,从而导致食物制备和消费方式的变化。即,现代化和全球化使人们急忙,几乎没有时间准备自己的饭菜,尤其是在早晨。
这一积极的结果已成为食品技术的迅速发展,不仅这些因素,而且对非糖,高蛋白产品的需求不断增长,这在食品行业中造成了高度盈利的企业。现在,一天的消费者可以选择营养丰富,治疗性的益处,尤其是在婴儿食品的情况下。因此,为了获得上述设计师食品,使用食品挤出技术。
4.回收ti使用条件直接进入电线tanuius Alloy SwarfTM值骗局ti挑剔的过程
符合TM值是挤出过程主要与铝或铜棒/粉末原料一起使用,在大学工作。在过去的十年中,谢菲尔德涉及在各种应用中使用钛原料。本文通过利用低成本的航空航天钛合金SWARF来扩展这些知识,这是航空航天钛零件的制造最大的废物。
斯瓦夫被喂饱了TM值在室温下挤出机,并使用修饰的钛进行修饰的工具,将固体步骤完全合并为圆形/杆轮廓。这样的电线可用于添加剂制造或焊接线。迄今为止,在这个挑战性的过程中已经进行了许多成功的试验,包括生产10毫米的商业纯钛杆(来自粉末),更重要的是,从Swarf生产了直径为5 mm的TI-6AL-4V线。此后,使用光和电子显微镜以及使用拉伸测试和微硬度缩进确定的机械性能来表征所产生的材料。

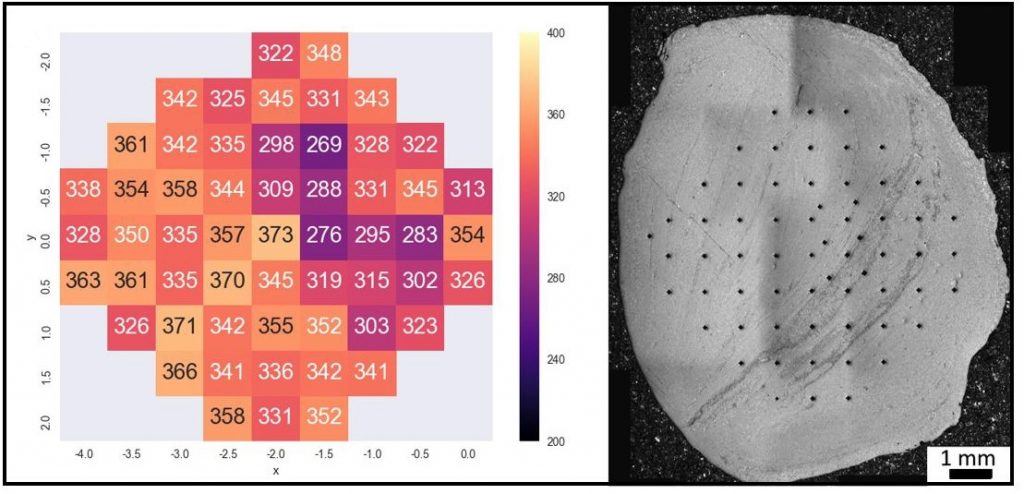
在SWARF电线上进行了拉伸测试和微硬度测试。图6显示了Vickers硬度图,横跨线轮廓的表面。通常,硬度水平在TI-6AL-4V的预期范围内,这是一个明显的迹象,即在固态挤出过程中已经捡起了可忽略的氧或氮。发现在拉伸测试期间失败的伸长率约为10%。电线具有良好的延展性和强度水平,可以进一步绘制冷水以产生焊接线或饲喂AM产品的焊丝。
5.基于木材的生物复合材料的挤出处理
在过去的10 - 15年中,对生物复合材料及其在各种应用中的使用一直在稳步增长。提高环境意识和较低的材料成本是使用可再生材料(例如木材和纤维素纤维)的主要驱动力,例如聚合物复合材料中的钢筋。除了复合制剂中使用的材料外,该处理还对复合材料的最终性质产生了很大的影响。因此,这项工作的主要目的是使用双螺钉挤出来处理木基生物复合材料。
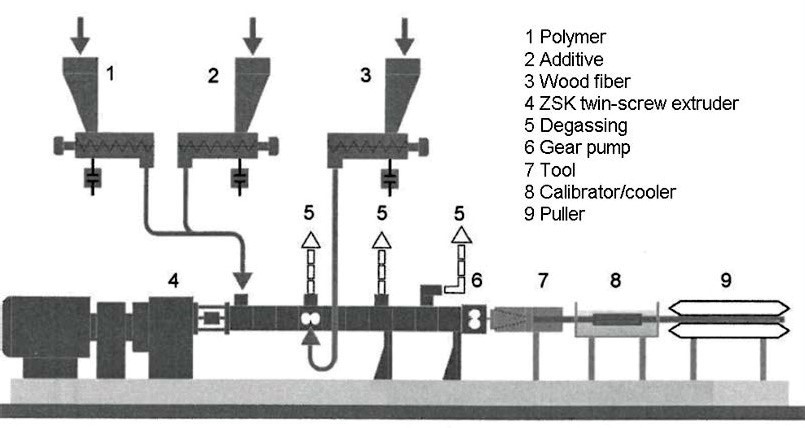

在热塑性塑料中,使用天然纤维素材料(例如木纤维和木面粉)具有许多优势,比传统上用于聚合物复合材料的无机和合成填充剂。天然纤维轻巧廉价,它们丰富,并且具有很高的刚度和强度。环境方面也很重要。天然纤维可再生,可回收和可生物降解的材料。
参考
- Z. Gronostajski,“金属形成的最新发展趋势 - A评论透明,2019年Elsevier
- Wenbin Zhou,Jianguo Lin,“弯曲曲线的新型挤出过程:实验和建模”,2017年国际机床和制造杂志
- 克里斯蒂安·格里塔(KristianGrøtta),“用于制造Al/mg(宏观)复合材料的新型螺钉挤出方法,来自铝合金6063和镁颗粒”,,2014 Elsevier
- H.G. Ramachandra Rao,“挤出技术:一种新颖的食品加工方法”,IJISET 2015
- 莎拉·史密斯(Sarah A. Smythe),“回收ti使用条件直接进入电线tanuius Alloy SwarfTM值骗局ti挑剔的过程”,Matec的会议网络(2020)
- Maiju Hietala,“基于木材的生物复合材料的挤出处理”,卢洛科工业大学