
中等压力缓解ISR
在关键约束焊接接头 /接头完成后,将炉子中的子组件处理到指定周期,而无需允许焊接冷却以下的温度。加热,浸泡温度,浸泡时间和冷却速率都受材料质量和厚度的影响。
在允许材料温度降至预热温度以下之前,这是在制造周期中使用的一种热处理方法。为了获得这些温度,您需要使用炉子。制造商经常选择DHT而不是ISR,除了高度约束关节,因为它更容易,更方便。
- 适用于带有可硬化材料的高度约束
- 通常在实践中,必须进一步制造和组装组件,而不是直接进行PWHT。
脱氢热处理DHT和缓解ISR中间应力之间的差异
- DHT的目的是扩散氢,但ISR是为了扩散氢 +部分应力缓解。
- ISR的温度(600-650°C)高于DHT(300-350°C)
- DHT用于低约束接头,而ISR用于较高厚度的高约束接头。
为什么要缓解ISR中间压力?
- 带有约束焊缝的空气可硬化钢在冷却至室温时易于开裂。
- 陷入的氢和内置应力会导致裂缝。
- 中间应力释放去除内置应力和夹住的氢,从而防止关节开裂。
中等压力缓解ISR要求
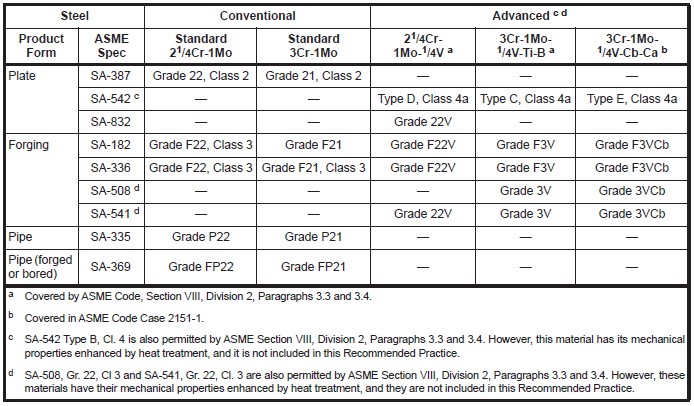
对于2.25CR-1MO-0.25V材料,
- 厚度大于100毫米的所有L/S和C/S
- 所有喷嘴#壳/头焊缝以及与壳的支撑环/核电连接必须在690°C下至少为1小时或650–670°C至少2小时。
对于2¼CR-1 MO&1¼CR-0.5MO钢,应保持喷嘴焊接接头的预热直至PWHT,或直到可以在最小600°C下进行ISR至少2小时,然后冷却至环境。
- 所有喷嘴都需要ISR才能进行外壳附件焊缝,焊接堆积区域以及其他具有高约束的焊缝。
- 所有其他焊缝都可能执行了DHT。
- ISR应在炉子中进行,或者可以使用局部ISR处理,前提是使用包含壳的全圆周的圆周加热带。
ISR在炉中的浸泡应在下面显示的金属温度下进行至少一个小时每英寸(25.4毫米)的厚度,最小两小时:
- 常规钢:1100°F(593°C)最小
- 高级钢:1200°F(649°C)最小
即使焊接仅收到DHT,并且在PWHT之前不需要ISR,也建议使用ISR来进行“更高的风险”焊缝。(Ref-API 934a Addendum-1 2010)
- 在这种情况下,“较高的风险”是指已经经历过加热破裂或具有未知的再加热破裂敏感性而产生的焊缝沉积物。
中间压力缓解ISR的其他考虑因素
- 如果需要ISR,则必须用于所有焊接维修。
- 在加热和冷却过程中,必须以不损坏容器的方式保持温度梯度。