
焊接热处理PWHT
焊接后热处理PWHT是一个受控的过程,其中将焊接材料重新加热至给定温度,在该温度保持指定的时间,然后以特定的速率冷却以实现以下目标……
压力缓解
这是应力缓解过程,该过程以在屈服强度下降到低值的温度下进行的事实命名。如果结构均匀加热,则焊缝周围材料的屈服强度无法承受残余应力的初始水平,这些应力会通过塑性变形而缓解。蠕变在高温下发生,并通过扩散机制发生应变,从而使残留菌株进一步放松。残留应力放松的程度取决于任何给定材料的温度和时间,以及任何给定温度的材料。每25毫米(1英寸)厚度的温度为1小时。
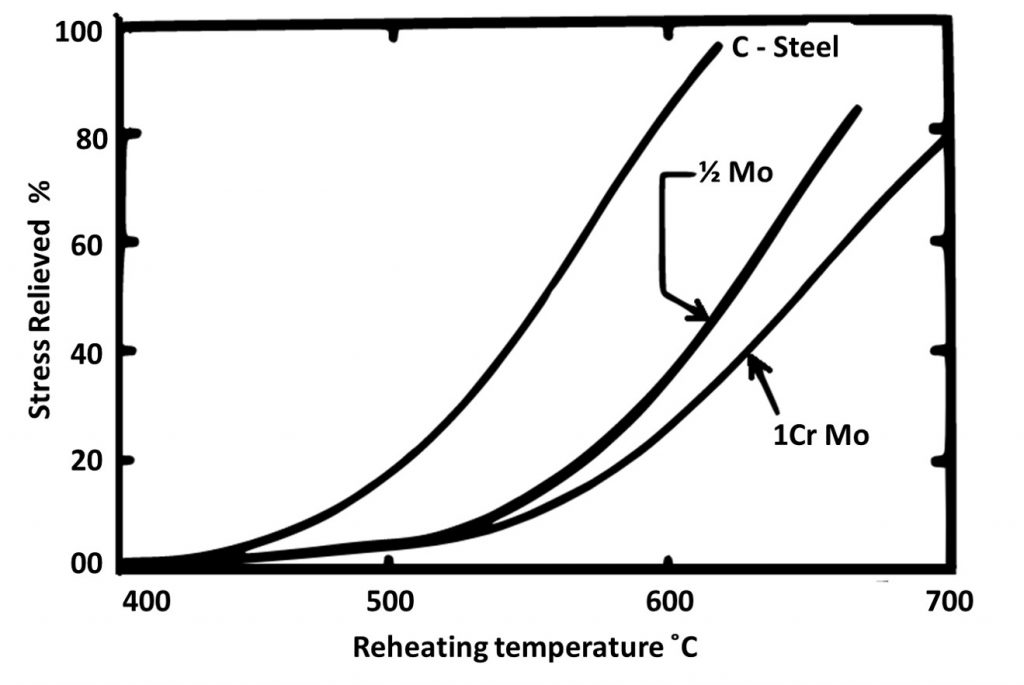
在较高的温度下,应力分布变得更加均匀,压力降至低水平。只要以控制方式完成,就会保留更好的应力分布。
稳定并改革结构
较高温度下的焊后热处理允许减少和重新分布残余应力,从而产生一定的回火或衰老效应。这些冶金变化通常很有帮助,因为它们会降低焊接结构的高硬度,赋予延展性并降低脆性断裂的危险。在某些钢中,衰老/降水可能会导致韧性和延展性恶化,因此应在不同钢的时间和温度下注意。
总而言之,为什么后焊接热处理PWHT?
- 焊接接头在结构内保留内部应力
- 焊缝的混乱始终保持硬化
- 焊接后热处理可缓解这些内部应力并软化HAZ。这减少了使用的设备破裂的机会
从先前的描述可以看出,根据考虑到适当的质量焊接的结构或组件的材料,需要不同的PWHT。以下是制造部门中使用的一些最常见的PWHT过程。
- 退火,
- 亚临界退火,
- 正常化,
- 压力缓解,
- 淬火,退火,
- 硬化和降温。
为什么必须在指定的温度范围内进行焊接热处理PWHT?
为了能够以积极的方式管理冶金变化,需要对浸泡温度的上限来避免损害父材料的机械性能。这需要了解平衡图,尤其是较低的临界(AC1)线。
制造代码决定焊接热处理PWHT周期
某些制造标准对某些材料具有强制性的焊后热处理,因为需要该设备在严重条件下提供足够的组件寿命。钢的合金含量与焊后的热处理温度有关,就像预热一样。
例子:ASME SEC。VIII DIV-1 PWHT程序和要求:UW-40,UCS-56,UHA-32,UNF-56,UHT-56给出了针对不同P-numbers的PWHT要求,在某些P-numbers代码中也可以豁免PWHT
在此处了解有关PWHT代码要求的更多信息
焊后热处理的必要性取决于材料和服务要求。其他因素包括焊接条件和故障类型的知识。
为什么在由代码强制执行的情况下应“仅”进行焊接热处理PWHT?
焊后的热处理比预热和后加热更昂贵,因为它们涉及更高的温度。同样,仅当需要确保结构的服务性能与设计规格符合的情况下,才应考虑使用后焊接热处理。
这是一个更关键的过程,如果不仔细执行,则增加了有害影响的潜力。这需要仔细评估加热速率,冷却率,持有温度的公差以及如果要确保福利。
邮政焊接热处理PWHT的功能
必须考虑焊接后热处理的各个方面:
1.避免引入额外的热诱导菌株,热区应足够大以将焊接提升到适当的温度并提供一致的温度曲线。该因素在局部热处理中更为重要,但也必须在炉热处理中考虑。
2.供暖和冷却速率应满足基本代码要求。
3.在局部热处理中,远离热区的温度梯度不应过分严格。英国标准BS5500和BS2633具有2.5√RT规则。ASME SEC。VIII还具有浸泡带,加热带和梯度控制带的局部加热指南。
4.在代码给出的所需时间中,应在浸泡范围的高和下限之间保持浸泡温度。
5.热处理系统的能量输入和控制水平(包括绝缘),区域划分和热电偶数量应适当,以实现PWHT目标。
参考
- D Croft,”焊接钢结构的热处理”,韦尔德·韦尔德(Woodhead Publishing),艾德尔维尔(Elsevier),1996年
- Parmar R S,“焊接工程技术”,Khanna Publishers 2004