
预热
在开始焊接之前,将焊接加热到最低预定温度并在整个焊接过程中保持其维持被称为预热。
预热是将关节两侧的母体材料温度提高到高于环境的温度的过程。相关制造法规通常需要预热,并通过焊接方法资格测试确认。
为什么要预热?焊接前预热的目标 /重要性 /重要性
1.降低焊接的冷却速率 - 结构柔软
- 为了减慢冷却速度,尤其是在热影响区域中的约800°C以下,以降低硬度。如果将高温从高温(高于850°C高,比樱桃红色高)淬灭,高碳和低合金钢也会变硬。通过提高要焊接的碱金属的温度,以降低焊接池和周围碱材料之间的温度差,可以随着焊接冷却而降低硬化。
- 示例:如果没有预热而焊接钢,则温度的总滴(差异)将从约1540°C到约30°C(室温)。因此,转化区800至500°C的较高冷却速率。但是,预热的钢的下降较低(差异),因此冷却速率将降低转化区域,改善性能
2.避免开裂 - 控制焊接接头中氢的扩散速率(由于钢而形成马氏体)
- 焊接电弧将水(作为水分)分解成其氢和氧气的基本元素。这两种气体在高温下很容易吸收到焊接金属中,并且在冷却过程中可能会被困。在较低的温度下,氢开裂(也称为冷开裂)可以在焊接和热影响区域开裂中起关键作用。预热由于其对冷却速率的良好作用,有助于氢结构的扩散。预热还可以通过确保焊接准备区干燥并在整个焊接过程中保持这种方式来帮助。
- 焊接消耗品还引入了水分,并在电极涂料和通量中存在。为了在氢气控制方面充分利用预热,必须将其与遵循制造商的烘焙和存储指南的焊接消耗量的仔细水分结合在一起。
3.减少失真
- 减少热应力。当熔融焊接池冷却时,热应变是建立的,部分制成的焊缝可能会破裂,因为母金属反对或限制了焊接金属的收缩,并且关节的横截面面积不足以承受所得的拉伸应力。通过降低温度差和冷却速率,预热可以调节应变水平。
4.去除/燃烧油脂,油,水分和从关节区域缩放,导致焊接速度更快
5.赔偿热量损失。在焊接过程中,较厚的较厚的钢钢可能需要预热,以确保正确融合。
6.预热还可以使焊珠保持更高的表面流体,从而避免由于缺口效应而引起的应力浓度。
预热是昂贵的,只有在令人满意地完成关节时才应应用。使用较高的预热温度是一种昂贵且谨慎的技术,其不确定的好处应避免。但是,当需要预热时,应尽一切努力获得适当的应用温度,以使预热在焊接区域有效并在焊接操作期间保持。
过度预热的不良影响
- 由于冷却速率较慢和温度分布较大,因此导致更大的HAZ。
- 此外,通过从母金属到融合区的不良元素的拾取(稀释)增加(稀释)增加了穿透。
- 较慢的冷却速率导致拉伸强度降低和延展性增加。
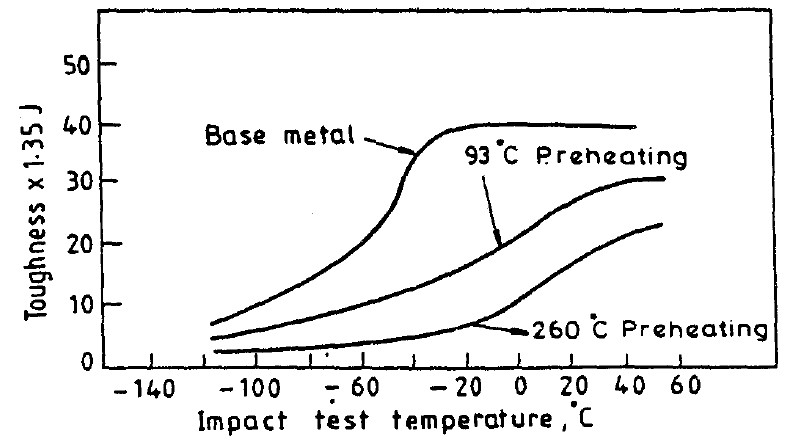
- 过度的预热可能会对焊接组件的冲击韧性特性产生不利影响,如图2所示。
预热对焊接过程中热周期 /温度分布的影响
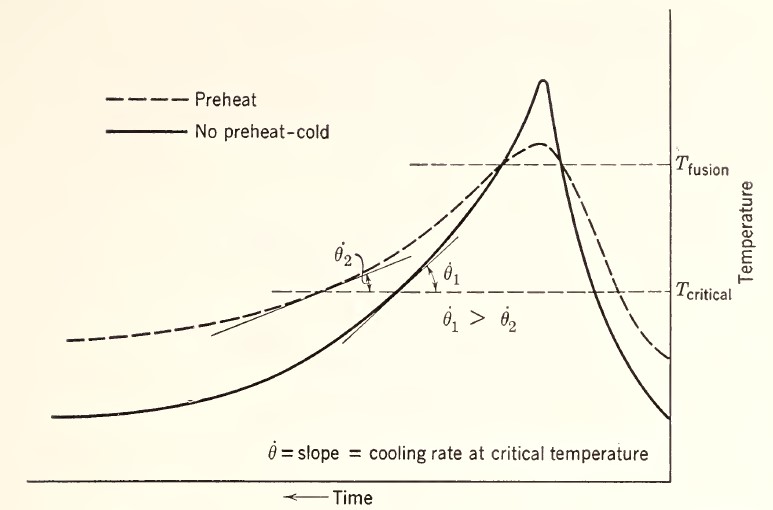
如前所述,如上图所示,以相同的焊接速度降低了冷却速率,这有助于减轻与快速冷却及其相关问题有关的问题,例如氢开裂,不良的微观结构,残留应力和失真。
预热温度主要取决于以下因素
- 碱金属的强度和化学成分(p-number)
- 焊接 - 电极 - 氢含量和热输入)
- 关节配置 - 厚度,关节类型,约束
了解有关预热温度的更多信息,用于测量各种制造标准预热的位置
间通温度
它是焊缝区域中金属的温度,在第二个多通焊缝的第二次和后续通过之前,因此通常在一定温度范围内控制它。
实际上,指定的间通温度最低不过是指定预热的最小值,但是WPS/PQR或其他文档中指定的InterPASS温度是最高指定的间值温度。通常以最高温度表示。
通常,根通行证具有快速的冷却速率和比其余通过的应力浓度更高,因此根通行证可能需要更高的预热温度,而剩余通过的均超过最小通道/预热温度。
为什么通道温度由最大限制表示?
由于其与焊接的机械和微结构性能的关系,通道间的温度与预热温度一样重要。例如,焊接金属的产率和最终拉伸强度取决于通道间温度。
高速通道的高值倾向于降低焊接金属强度(即铁素体钢),并促进不希望的二次降水(在某些不锈钢中)。
示例1:300系列的奥氏体不锈钢(即AISI 316L)和Ni基合金应保持在最大150°C(300°F),以避免腐蚀耐药性(敏化)。
示例2:较高的间距温度还会导致更细的晶粒结构,并且更好的缺口会影响韧性过渡温度。但是,当通道间温度超过大约260°C(500°F)时,这种效果就会相反。当刻痕韧性是必需的时,美国焊接协会(AWS)表明,间的间温度不应超过290°C(550°F)。
由于碱金属的热处理,至关重要的是,将通道间温度保持在控制状态至关重要,以便焊接金属和热影响区具有足够的机械性能。
测量位置,预热技术和间值温度,请单击此处
每个制造代码的预热和InterPass建议都略有不同,以了解更多单击此处
通道间温度摘要
对通道间温度的控制避免了过热,因此它可以用细晶粒来完善焊接金属,还可以改善缺口韧性的性能,最大程度地减少焊缝中合金元件的损失,并在某种程度上减少变形。
参考
- Jung-Chul(Thomas)Eun,“材料和腐蚀工程实践手册”,施普林格2020
- D Croft,”焊接钢结构的热处理”,韦尔德·韦尔德(Woodhead Publishing),艾德尔维尔(Elsevier),1996年
- Edward R. Funk,Harry Udin和John Wulf,“工程师焊接”,Wiley,1954
- Parmar R S,“焊接工程技术”,Khanna Publishers 2004