
水射流切割
Water jet cutting/machining is a non-traditional machining process based on mechanical energy for cutting and processing metal and non-metal materials. Including the use of high-speed water jets to smoothly cut soft workpieces.
细磨粒与水结合使用以切割金属材料。在水射流加工中,允许高速水射流击中工件。在该过程中,其动能转变为压力。这会对工件产生压力。当这种感应的应力足够高时,工件上的不需要的颗粒将自动移除。纯水射流的直径约为0.005英寸,磨料水射流的直径为0.030英寸。
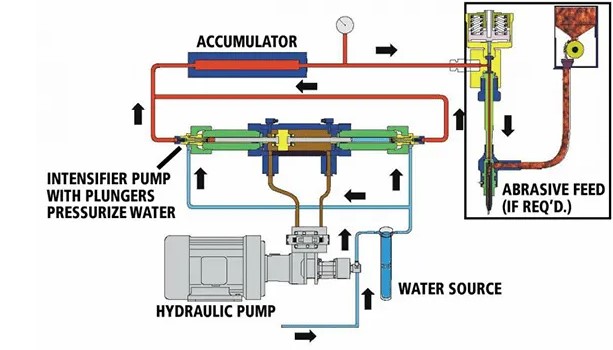
它基本上根据侵蚀原则工作。清洁水通过低压进水口吸入,然后通过入口过滤器,然后通过入口止回阀进入放大器。液压泵将液压流体加压并在液压活塞的两侧之间来回改变压力,从而在伺服电动机中加压水。
加压水退出增压器并进入蓄能器,这有助于消除压力波动。然后它流过高压管到切割头。来自切割头的水流由截止阀控制,允许CNC在适当的时间开始并停止切割过程。在切割头中,石榴石磨料与混合室中的高压水混合。石榴石流量由磨料计量系统控制。
液压使用较大的液压缸将较小的活塞推入充水液柱,增加比例,从而产生超高水压。因此,如果液压缸的尺寸为水瓶尺寸的20倍,则3,000psi液压将增加到30:1的液压的30:1比例为94,000psi(650mpa)。
Advantages的水射流切割
- 非常多才多艺- 几乎任何材料从非常柔软到超硬,非常薄到超过10英寸厚。精度切割至+/- 0.002“,具有更先进的系统。
- 冷切割过程- 没有热影响区域,没有机械压力:最好的边缘
- Very Simple Operation- 对于大多数应用,唯一的剪切速度变化;其他参数保持不变。
水射流切割的缺点
- 削减时间– It can cut most of the materials same as a traditional cutter, but it frequently takes longer time. Cutting over longer periods of time results in lower productivity.
- 孔口衰竭— Poor-quality waterjet orifices tend to fail and interrupt cutting, resulting in lost time and production.
- 更厚度,少准确- 如果材料较厚,则该料流进一步远离喷嘴。由于水射流冲击较差的均匀均匀,切割精度与顶部到底部不同。喷射器通常可以扩展并使对角线切割而不是直接切割。
- 初始成本- 找到和安装额外的磨料材料,如花岗岩,提升刀具的功效最初是高昂的,特别是与简单的等离子刀具相比。
Applications and Recent Advancements / Trends of Water Jet Cutting
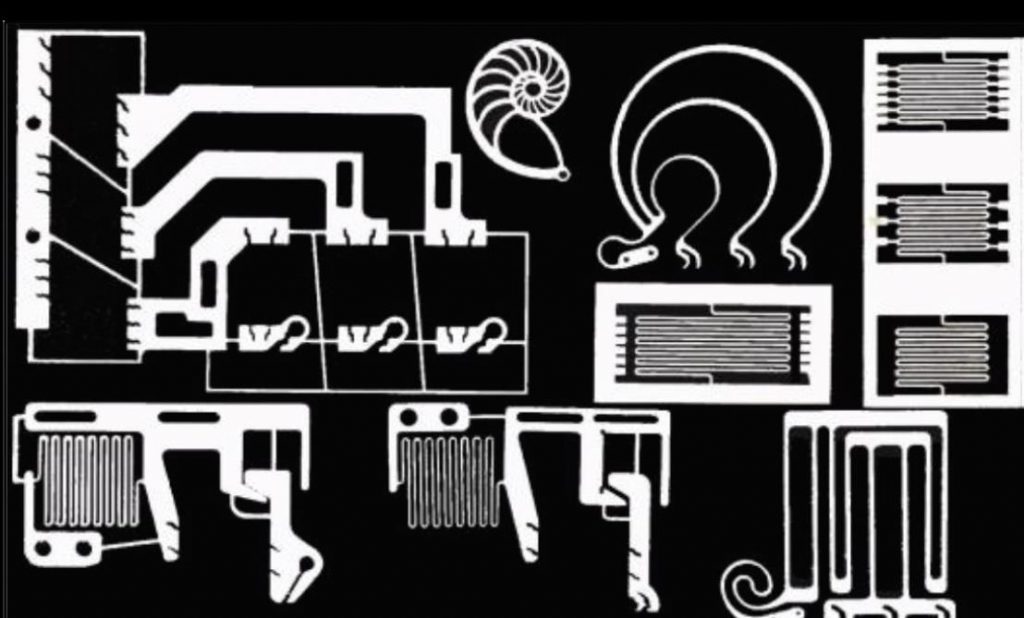
印刷电路板:
对于电路板,Waterjet切割主要用于从大块库存中切出小型电路板。这是一种所需的方法,因为它具有非常小的Kerf或切割宽度,并且不会浪费大量的材料。因为流是如此浓缩,所以它也可以非常接近安装在电路板上的部件的给定公差而不损坏它们。另一个好处是水射流切割不会在锯材中产生振动和力,即锯材,因此部件不太可能受损。

剥线:
Wire stripping is another application that can be used effectively in waterjet cutting. If no abrasives are used, the stream is powerful enough to remove any insulation from wires, without damaging the wires themselves. It is also much faster and efficient than using human power to strip wires.
Food Preparation:
通过水射流切割,也可以轻松完成某些食物等食物。由于水射流在食物上施加了这样的小力,因此它不会压碎它,并且宽度小,浪费很少。
Micro AWJ技术:
The meso-micro machining capability has led to penetrating several industrial sectors in which conventional waterjets are inadequate for R&D, prototyping, and production applications. These sectors include but are not limited to aerospace, biomedical, electronic/optic, engineering, and military applications.
Milling of glass mirrors:
One of the more interesting applications for abrasive waterjets is controlled depth milling. Instead of cutting through the workpiece, the abrasive waterjet is traversed at a high speed across the part’s surface. Modern technologies also have precise depth control.

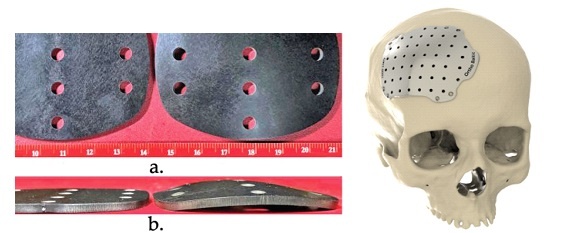
Patient-specific orthopedics and prosthetics:
At present, most orthopedic and prosthetic implants are mass produced with limited sizes to achieve an average fit for individual patients. Since the implants are not tailored to the specific patient, it is not possible to optimize the implant operation for an optimum match. Recently, there has been strong advocacy for manufacturing patient specific implants for optimum fitting, with a slogan of “one patent, one implant.” Waterjet technology with its technological and manufacturing merits is most suitable for manufacturing such implants cost effectively with fast turnaround. Polyether-Ether-Ketone (PEEK) is a biocompatible material.
Comparison of Water Jet Cutting with laser beam and plasma cutting
| 切割方法 | Abrasive Water Jet | Laser Beam Cutting | Plasma Cutting |
| 速度 | Slow | Fast | Fast |
| Material Thickness | Thick and Thin Cutting of stone, ceramics for large thicknesses, and up to 75 mm (3 in.) thick metals. | Thin and Medium Generally less than 25mm | 中型和厚的现代化机可以高达150毫米 |
| 大小细节 | 小而大 | 小而大 | Large |
| ShapesMaterials Suitable for Intersection | Complicated Most of Solid | Complicated Homogeneous with No Reflective Bodies | Simple Metals and Conductive Materials |
| 材料覆盖锈蚀 | 很好 | 好的 | Average |
| Composites | 是的 | 不 | 不 |
| Material Hardening | 不 | 是的 | 是的 |
| 热变形 | Lack | 是的, Small Area | 是的,更广泛的区域 |
| 危险的蒸气 | 不 | 是的 | 是的 |
| 多层切割 | Possible | Impossible | Impossible |
| 精密切割 | 高的 | 高的er | 好的 |
| Burr Formation | Minimal | 是的 | 是的 |
| Operating Costs | Topmost | Lower | Lower |
| 特种消耗品 | Abrasive: 36 kg/h | 激光气体:10 L / H(仅适用于二氧化碳激光器) | 不ne |
| 液体消耗品 | Water: 60 L/h | Assist gases: 15 bar N2: 1000 ft3/hr | Assist gases: 80 psi N2 = 500 ft3/hr, O2 = 500 ft3/hr |
| Cut edge quality | 喷砂外观 | 切割表面将显示横纹结构。 | 切割表面将显示横纹结构;斜切边缘。 |
| Waste | Large quantities of cutting waste occur due to mixing water with cut material and abrasives. | 切割废物主要以灰尘的形式,需要真空提取和过滤。 | 切割废物主要以灰尘的形式,需要真空提取和过滤 |
参考
- Steinhauser, John, “水喷射加工的能力和进步“, Flow Systems, Inc.
- Abhishek Dixit,Vikas Dave,“Water Jet Machining: An Advance Manufacturing Process”, 2015, IJERGS
- H T。(彼得)刘,Vanessa Cudler,“Advanced Abrasive Waterjet for Multimode Machining“,2018年Intechopen