
摩擦搅拌焊接
根据AWS,“Friction stir welding (FSW) is a ‘solid state forge welding process’, is a type of friction welding which makes a weld joint between two workpieces by the heating and plastic material displacement caused by a rapidly rotating tool that traverses the weld joint”.
在摩擦搅拌焊接中,没有使用填充线and inert shielding gases are also not required except reactive exotic materials which oxidize quickly in environment i.e. Titanium alloys and some steels.
加热是由工具和工件之间的摩擦摩擦引起的,并且通过在高应变率下通过变形材料的粘塑料耗散。
FSW和FW之间的主要基本差异如下......
| Friction stir welding | Friction welding |
| – The relative motion is between the workpieces and a rotating tool. - 工件可以是板块,床单等,带屁股,膝盖,T-in联合配置 |
– The relative motion is between the workpieces that are held in compression. – Generally, there are bar type of workpieces with circular geometry. |
Process of friction stir welding
摩擦搅拌焊接使用非耗材,旋转工具,用于局部加热工件。该工具旋转和热处理焊接接口周围的材料以形成连续的固态焊接。该工具具有杆的形状,其具有凹形区域(肩部),其具有与旋转轴同轴的销(或探针)。
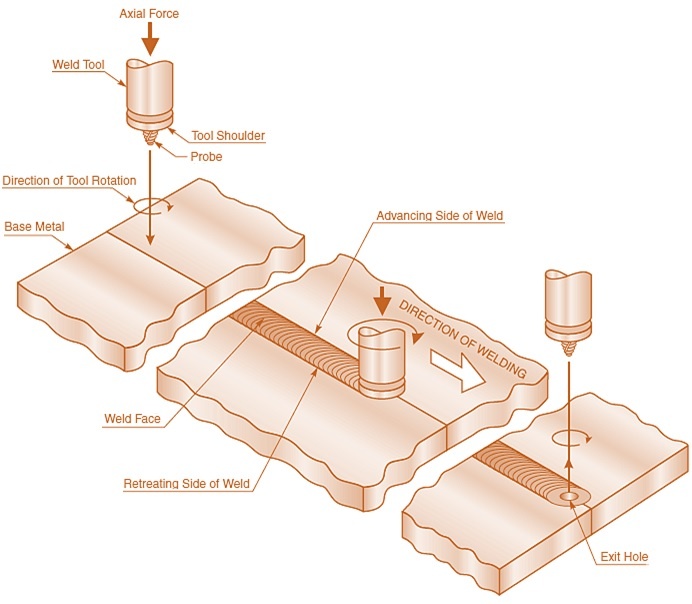
工件刚性固定并由a保持背板或砧座,带有工具的负荷,并在关节背面提供约束到变形材料。
the pin略小于关节的厚度,以停止与背板接触,并提供完全的关节穿透而没有缺陷。
在简单线性对接焊缝,工件是冥界d on the backing plate with the edges in contact. Then process starts, the rotating friction stir tool is plunged into the weld joint until the shoulder of the tool makes contact with the top surfaces of the plate.由于摩擦摩擦而变得柔软和塑性,因此加热材料变得柔软。visco-plastic dissipation.The movement of the tool promotes displacement of the softened material to produce the weld. The hot-worked metal is swept around the tool to produce recoalescence behind the tool.
Thetool shoulderprovides constraint against the escape of hotworked material, while applying a forging force to the top surface of the weld.
Equipment used in Friction Stir Welding
The equipment used in friction stir welding includes….
- 焊接machine with control system,
- Friction stir welding tool,
- 焊接夹具以正确的定向保持焊接部件,以便在焊接期间适当的铰接。
1. Friction Stir Welding Machine
Friction stir welding machine are supported by C-frames, gantries, or vertical structures. They have X, Y, and Z axis with a single-spindle motor. The friction stir welding tool may be tilted with either a manual or powered axis. More complex machines allow for gimballing and tilting of the spindle by the additional axes. which provide ease of welding corner joints and out-of-plane joints.
The motion of each axis is powered by electric motors and gearboxes to provide desired torque, also some machines have hydraulic drives. Friction stir welding machines must havepositioning accuracywhile welding which is achieved by compensating for deflection with internal deflection control just like feedback systems in CNC machines.反馈系统measures force, speed, position and tries to compensate for any deviations.
摩擦搅拌焊接设备有冷却背板和工具which can be used to protect the spindle bearings from heat, keep process heat from significantly changing important dimensions of the FSW tool.
使用基于机床控制的软件控制摩擦搅拌焊接机,CNC系统也适用于CNC系统。这也具有接缝跟踪或视觉系统来定义或控制焊接路径。
2.工具
It is the most important component. Tools are made from wear-resistant materials with good static and dynamic properties at welding temperature. The strength and wear resistance of the tool must be higher than base metal used in the workpiece. i.e., to weld aluminum alloys tool made of tool steel such as H13 is used.
The three types of tools in friction stir welding are…
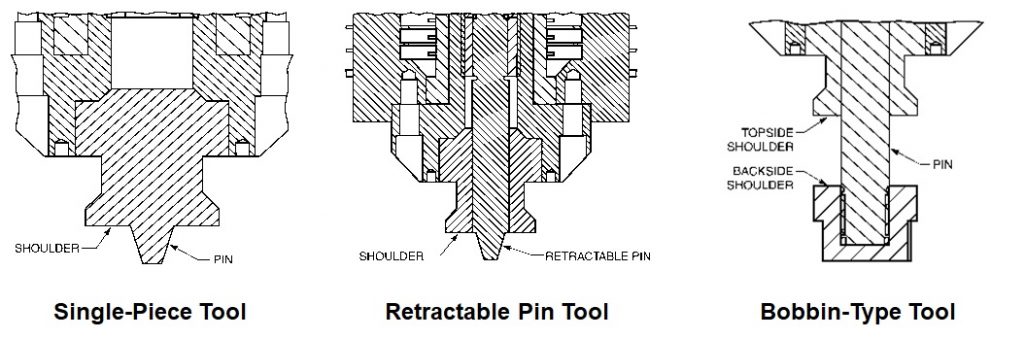
- Single-piece tool:A single-piece tool is a monolithic design consisting of a pin and a shoulder
- 双件式可伸缩钉工具:It provides independent motion of the pin and shoulder in the Z direction. It allows the pin to retract at the end of the weld, and eliminates the keyhole from the plate. It enables the pin to be positioned relative to a backing plate to make sure full penetration, and the shoulder can be operated in load control to ensure proper process hydrostatic pressure, all relatively independent of workpiece thickness.
- Bobbin工具:It has a top shoulder and a backside shoulder. This tool allows for faster welding speeds and eliminates the need for a backing plate. Bobbin tooling eliminates the possibility of a root discontinuity from incomplete penetration by the pin, but bobbin tools are limited in thickness capability because of bending stresses in the pin.
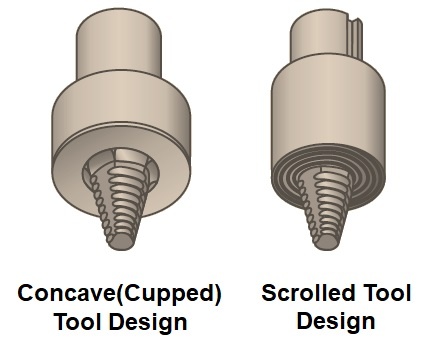
工具肩部通常具有杯设计或滚动的设计。杯状刀具设计通常与一个程度到三度倾斜角(推角)一起使用,而滚动的设计通常在零倾斜下采用。With the tilted arrangement,该工具的后边缘可提供增加的压缩压力,以加入材料的重新倒工。涡旋盘的功能是迫使搅拌区中的材料向内流向销以提供压缩力。
3. Welding Fixtures
Fixturing for friction stir welding is most critical part of the process. The workpieces must be clamped to a rigid backing plate (anvil) and protected to resist the perpendicular and side forces that develop during welding. These forces tend to lift and push the workpieces apart. Fixtures are designed to restrain the workpieces and keep them from moving.
Variables / Welding Parameters of friction stir welding
摩擦搅拌焊接有以下变量:工具位置,主轴RPM,行进速度和工具的倾斜角度。其他变量是联合设计,表面制备,型材的型号。
1. Tool Position
It is the position of the tool (Z-axis position). The thickness of the workpiece to be welded decide the type and level of adjustments to be made to the parameters and to the tool design. The tool must be in the correct location to ensure sufficient contact with the top surfaces of the workpieces.
- If the tool is positioned深度不够,肩部压力允许约束丧失,这促进了工具下的热工作金属的不正确的复发,这导致在焊缝的顶侧形成运行孔。
- If the tool is positionedtoo deeply,焊接区域可以比基础金属更薄,销的尖端可以拖动在背板上并且也过热搅拌区中的热工作材料。
2. Spindle RPM, Travel Speed
The spindle rpm and travel speed typically decrease with increase in base metal thickness and strength. i.e., high strength Al-alloys require lower spindle rpm and travel speeds.
3. Tilt Angle
The tool angle normally is set either to zero (perpendicular to the weld path) or at a slight pushing angle (1° to 3°). This tilt promotes recoalescence of the material in the stir zone at the rear of the tool.
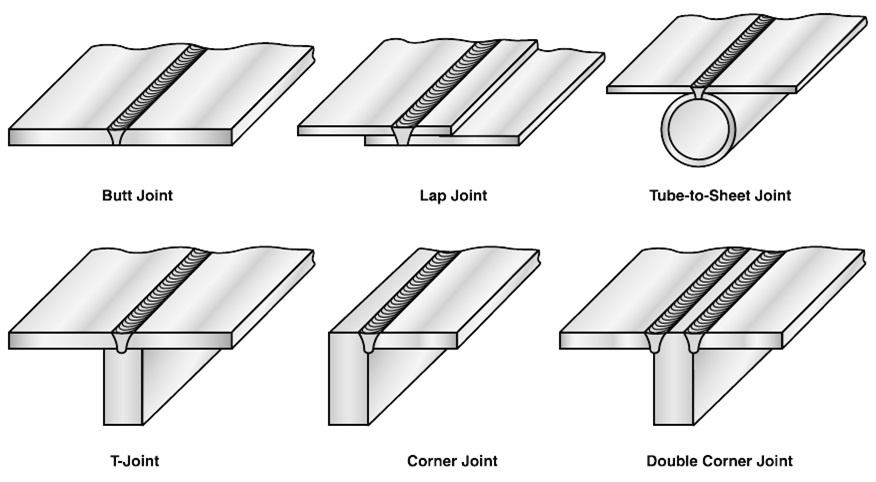
4. Joint Design
摩擦搅拌焊接可用于一系列基本关节设计,如图所示。在任何关节设计中,必须设计夹具以与FSW工具的力作出反应。
5.联合准备
Friction stir welding generally requires very little to no joint preparation prior to welding. This requirement varies, however, depending on the base metal and the mechanical requirements of the joint. Cleaning the joint area by wiping usually is sufficient.
搅拌搅拌焊接的优点
- Friction stir welding normally is done in asingle pass with full penetration并且很少或没有联合准备。
- 取决于工件材料和厚度,minimal distortion occurs during welding, if proper clamping is used.
- The welds have as-welded机械性能优越融合焊接性能。
- 摩擦搅拌焊接可以进行relatively high processing speeds(在热工作温度下具有高流量应力的材料除外,如钢和钛合金)。通过摩擦搅拌焊接可以实现较高的旅行速度,而不是电弧焊接,但FSW行驶速度仍然缺乏激光束焊接。
- Friction stir welding is a machine-tool process so生产应用中的可重复焊接is possible with little operator input.
- 与所有其他固态过程一样,没有烟雾或飞溅,没有与凝固相关的不连续性,例如裂缝和孔隙率。此外,该过程是环保的。
缺点/摩擦搅拌焊接的限制
- The joint is not self-supporting and必须得到适当的限制。
- If the workpiece is designed in a manner that requires support of the joint,工具成本might be significant.
Applications of friction stir welding
Friction stir welding is used for variety of metals and alloys, including alloys of aluminum (Al), titanium (Ti), copper (Cu), magnesium (Mg), steel, stainless steel, and nickel (Ni). A number of joint configurations can be used, including butt, lap, corner, and T-joints.
Although higher thicknesses have been welded, still mostly FSW is used to weld Aluminium alloys sheet metals of up to 5-12mm thicknesses.
Aerospace applications,就像空间烟机的主要燃料箱的建设,火箭队的助推器芯坦克,货物飞机的地板装饰,以及商务舱喷气机的机身和机翼部分。
海洋和铁路运输应用include the welding of fast-ferry decking and sections of subway and rail cars.
Automotive applications摩擦搅拌焊接包括悬架部件和汽车主体焊接,因为它不会对这种类型组件的涂层不利地反应。