
History of Cold Spraying / gas dynamic cold spray
The cold spray process or气体动态冷喷雾方法是在20世纪80年代开发的,由俄罗斯科学家研究西伯利亚的气体动力学。虽然这一过程在俄罗斯以外的俄罗斯以外广为人知,但在20世纪90年代,仍然在世界各地的研究实验室中继续进行冷喷雾,并评估新的商业应用。
Cold spraying generally is confined to depositing ductile metals and a few metal-ceramic composites. the earliest commercial applications were some of the special advantages of cold spraying for uses such as high-thermal conductivity copper coatings for computer chip heat sinks. The cold spray process often can produce much thicker coatings than thermal spray processes due to a more favorable compressive residual stress state inherent in cold-sprayed deposits.
冷喷涂/气体动力冷喷涂简介
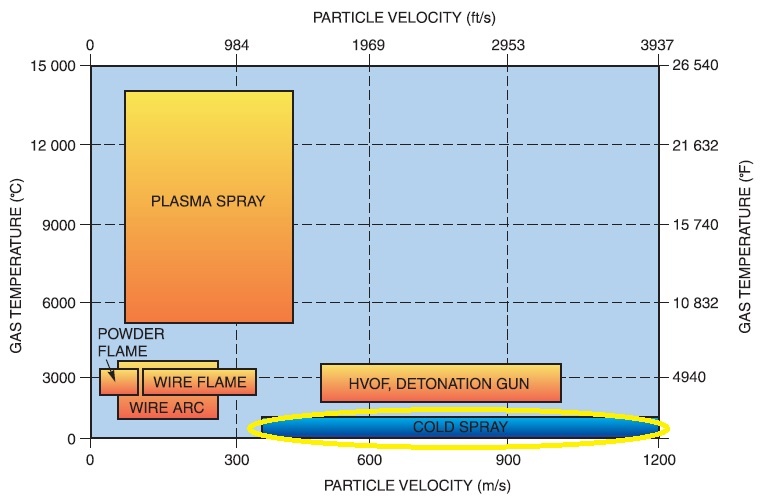
热喷涂和冷喷涂是两个相关但基本上不同的喷雾沉积过程。热喷涂采用熔融或半熔喷颗粒的使用,同时气体动态冷喷雾在相对低温下使用固体颗粒。
Cold spraying is a somewhat uncommon process in contrast to other spray techniques, the spray particles are not melted, but rather are applied in the solid state at relatively low temperatures, normally well below the softening point of the feedstock material. Cold spraying can deposit ductile metal particles (typically 10 μm to 30 μm in diameter), which are accelerated to velocities approximately 500 m/s to 1200 m/s in a supersonic gas jet. The gas jet is created by converging diverging (DeLaval) nozzle. On impact with the substrate material, may be the original surface or previously coated, the solid particles plastically deform at very high rates, creating a hydrodynamic unstability at the expanding interface between the spreading particle and the substrate material. Within the narrow region of this shear instability, solid material flows almost like a fluid, disturbing and cleaning away surface impurities. The metal surfaces are forced together at high local pressures, thus creating a bond along the interface.
In some use cases, cold spraying may be used because of higher particle velocities which produce coatings of less porosity and less oxide. More favorable residual stress of compressive in nature also may be generated on to the coating because of the peening effect of high-speed particles impact the previously deposited material.
Cold spraying is a low heat input process in which coatings are applied at much lower temperatures compared to most traditional thermal spray processes, often at or near room temperature. The feedstock powder is not melted or even significantly heated in most cases.
Splat boundaries (interface between two deposited particle splats) are affected by impurities between splats, oxides and pores (voids). Since many coatings are sprayed in an ambient air environment, reactive metals generally form a small amount of oxide due to reaction with atmospheric oxygen. However, Cold spraying is an exception to this generalization, since the temperature of spray particles is so low that minimal or no interaction occurs with atmosphere with most materials. For example, it is possible to spray pure copper in an ambient air environment with no measurable increase in oxide content of the coating compared to the feedstock powder.
冷喷/气体动态喷雾system
In a usual cold spraying system, shown in Figure, a compressed gas is pre-heated to temperatures normally in the range of250°C到800°C, then flow into a high-pressure chamber in the spray gun, and at last allowed to leave through a converging-diverging nozzle, generating a supersonic low-temperature jet which cools as it expands.
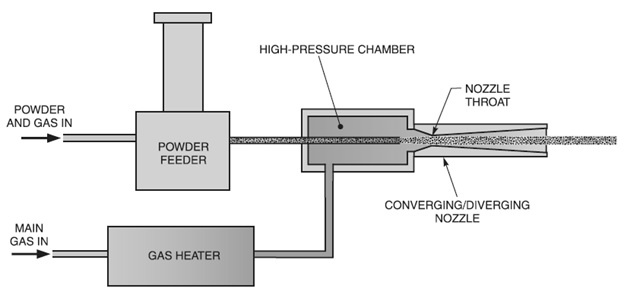
预热气体的主要原因是不加热颗粒,而是在给定的入口压力下实现更高的气体射流流速。这是因为随着气体温度的增加,喉部喉部(最小直径点)的声速增加。
The processing gas can be compressed air, nitrogen, or helium. Lighter gases provide higher jet velocities. i.e. He provides higher jet and particle velocities than N2. Compressed air makes the lowest particle velocities and it is used only for limited range of spray materials.
气体动态冷喷雾变量
Feedstock
Feedstock powder It is typically 10μm to 30μm in mean diameter. A coating is formed only if particles impact at a velocity higher than a minimum velocity, known as the critical velocity which depends on material. Above the critical velocity, the kinetic energy is sufficient plastic deformation of the particles and bond them to substrate material. Higher the particle velocity, more possibility to spray a larger variety of materials and to form denser coatings of higher quality. Powder feedstock is used in cold spraying. The chemistry of the feedstock material, type of powder (i.e. fused and crushed, spray dried, or gas atomized), the avg. particle size, distribution of the powder particles influence the efficiency of the spray process, the quality and properties of the deposited coating.
Material of feedstock
Only materials that are sufficiently ductile at high strain rates and low temperatures can be cold-sprayed. therefore, cold spraying is limited to highly ductile materials that will plastically deform and flow without shattering when striking a substrate at very high impact velocities. A wide range of pure metals and metal alloys, such as aluminum (Al), copper (Cu), iron (Fe), nickel (Ni), stainless steel, and tantalum (Ta) have been successfully cold-sprayed. In some cases, it also is possible to cold-spray a non-ductile material by mixing it with a ductile matrix metal to form a composite coating material. In this case, the harder phase becomes embedded and trapped in the more ductile matrix metal. Examples of coatings that have been successfully cold-sprayed include ceramic metal composites (cermets), such as aluminum plus silicon-carbide (Al-SiC) and aluminum plus boron-carbide (Al-B4C).
基材材料
the substrate in cold spraying must be hard enough relative to the coating material to make sure that the impacting particles will plastically deform. If the substrate material is too soft, the impacting particles will simply embed themselves in the substrate material. or if too soft then the high-velocity spray stream may erode or even cut through the substrate material.
Cold Spraying / gas dynamic cold spray Equipment
Commercially, the equipment ranges from highly complex, fully automatic robotic spray systems to small, simple, and inexpensive manual systems. The manual systems can spray only a limited range of materials that are relatively easy to deposit; however, they are useful for applications such as spraying aluminum or zinc for corrosion control.

控制台:
It regulates gas flow and overall system operation, an electrical resistance heater that heats the incoming process gas.
Spray gun:
It may be hand held or mounted on a robot arm, and a powder feeder.
The powder feeder:
通常是高压,体积馈线,其也可用于HVOF。
Process gas heater:
主要的过程气体通常加热至250℃-450℃范围内的温度,以增加气体射流和喷雾颗粒的速度。有些可以高达800°C,这允许实现更高的速度并用氮气喷洒更广泛的材料,从而减少使用更昂贵的氦气。尽管气体热,但由于它进入喷枪喷嘴的会聚部分,但是当它在喷嘴的发散部分中膨胀时,它迅速冷却,并且喷嘴出口处的气温实际上可以是室温或低于RT。
处理天然气本身:
The most common process gases are helium and nitrogen. Helium produces the highest particle velocity, which means that it can deposit the widest range of materials and highest quality of spray-deposited material. but helium is more costly than nitrogen. helium recycling system can be used to reclaim and recycle most of the expensive process gas, thus significantly reducing total operating costs. For some materials and applications, very inexpensive compressed air can be used as the cold spray process gas, but the coating quality with compressed air is worse than nitrogen or helium.
冷料/气体动力冷喷雾的优点
- No melting of powder feedstock
- Much less porosity than thermal spraying- only around 1% porosity present
- Neither phase change nor grain growth of deposited coating due to low temperature operations
- Low heating of the substrate material
- No significant impact on the oxide content w.r.t. initial material.
- 复合涂层可以粉末混合物
- 压缩残余应力(疲劳寿命更好),而不是热喷涂中的不希望的拉伸
- Thick coating is possible even in centimeters are performed (source: AWS Vol.3)
- High deposition rate
- Low shrinkage because the particles are not heated to high temperature
- 高涂层均匀性
- 由于没有燃烧,能量消耗低于热喷涂
- No toxic wastes
冷喷涂/气体动态冷喷雾的缺点
- 原料必须是韧性的,并且基材必须更强壮
- Line of sight process so accessibility to the surface to be coated is must.
- 由于缺乏延性,涂覆纯陶瓷和一些合金的难度
- High cost of Helium as processing gas
- Erosion of the nozzle due to solid particles
Applications of cold spraying / gas dynamic cold spray
- 沉积诸如敏感的相敏或温度敏感的材料以及最重要的是靠近锻造产品,例如电触点,碳刷,玻璃汽车保险丝和银或铜接触。它还可以用于生产各种金属,合金和金属基复合材料的涂层,包括具有基本上高熔化温度的材料(例如钽,铌,超合金)。
- Cold Spraying process is also valuable for depositing materials that are extremely sensitive to oxygen and will quickly oxidize at even lower temperatures a result which is harmful to the performance of these materials. Some examples of oxygen sensitive coatings are aluminum, copper, titanium, and carbide composites (e.g. tungsten carbide) as well as coatings made from amorphous alloys
- Recent development includes quick repair work using cold spraying, and also additive manufacturing areas.
Key Points from Cold Spraying/ Gas dynamic cold spray
- Temperature range (200-800 deg Celsius) lower than thermal spraying (more than 850)
- Peening effect -> residual stresses favourable -> compressive in nature
- Even composite mixed with ductile matrix possible to coat.